トップページ> フラックスメーターを用いた磁束量測定について(Flash非対応)
フラックスメーターを用いた磁束量測定について
磁束量の単位の定義
フラックスメーターを用いた磁束量によるマグネットの磁化状態の測定は生産ラインでの全数検査、作業現場での手動測定(抜き取り検査、受け入れ検査等)においても正確、スピーディに行えます。是非とも有効に使用して頂きたく、以下ご参考にしていただければ幸いです。
磁束量のSI単位はWb(ウエーバ)、CGS単位はMx(マクスウエル)になります。108Mx=1Wb
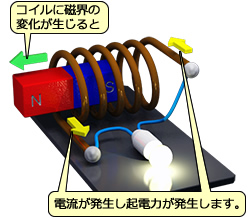
コイルに磁界の変化をあたえた時、コイルに起電力が発生するのは電磁誘導の原理として、発電機等に応用されています。フラックスメーターを用いた磁束量測定も電磁誘導の原理に基づいています。
磁束量(単位:Wb〔ウエーバ〕)の定義は「一回巻きの閉回路(コイル)内で回路に鎖交する磁束が1秒の間で均一に変動したときに、電磁誘導により1Vの起電力が誘起される磁束量」となっています。
定義における1回巻きの閉回路(コイル)について大きさ、形状は定められておりません。 つまり、測定に用いるコイルはどのような形状の物を使用しても良いことになります。
下図はマグネットから発生する磁束線のイメージを模式的に表したものです。
実際の磁束線の分布は緑色の軸Aを中心とした回転体になります。
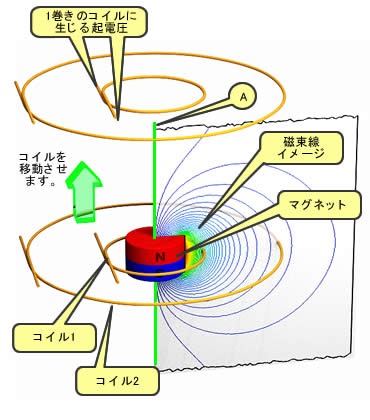
図にマグネットから発生する磁束線のイメージがあります。磁束線の密度が高い箇所ほど磁力が強くなると考えてください。(磁束密度をイメージしています。)
コイル1、2を比較すると、マグネットがコイル内周にある場合、コイル1の方が磁力の影響が大きくなります。磁束量は磁力の変化量に基づいておりますので、コイルをマグネットから遠ざけると、当然、コイル1の方が磁力の変化量として大きくなります。
仮にコイル1を1秒の間にマグネットからの磁気の影響が少なくなる位置に移動した時、コイルの両端に1Vの起電力が発生したとします。コイル1を用いた磁束の測定値は1Wbになります。
コイル2も同様に移動した場合、0.5Vの起電力が発生したとすると、測定値は0.5Wbになります。
測定対象物となるマグネットが同じでも使用するセンサー(コイル)が違うと測定値も異なります。しかしながら、磁束量測定において使用するコイルに大きさ、形状などは定められていません。従ってどちらも測定値として正しい事になります。
磁束を検出する部分の面積を定義したのが磁束密度です。単位はガウス又はテスラを使用します。1テスラは磁束検出面を1m2と定めています。したがって1Wb/m2=1テスラという式が成り立ちます。詳細は磁束密度、磁束の定義、測定についてをご参照ください。
コイルに鎖交する磁束線
上図において一見するとコイル2の方がマグネットから発生する磁束線の多くをカバーしている様に感じられます。しかし、重要なのはコイルに鎖交する磁束線です。
磁束量の測定はコイルをくぐり抜ける磁束線、つまり内側を通り外側にはみ出した磁束線が対象となります。コイルと交差しない磁束線を測定する事はできません。
鎖交とは
二つの異なった閉曲線が、鎖のように互いに相手をくぐり抜けていることを意味します。

サーチコイルの形状について
測定に使用する磁界検出用コイルをサーチコイルといいます。
測定に使用する磁界検出用コイルにおいて大きさ、形状などの定義が無いと前記いたしました。従って逆のとらえ方をすると測定に使用するサーチコイルは測定の対象となるマグネットの形状、着磁極数に合わせて最適な物を製作し、使用していい事になります。
コイル巻き数においてフラックスメーターは測定した磁束量×コイル巻き数を表示します。例えば磁力が弱い物、又は形状が微小な物が対象の場合、コイル巻き数を多くして測定値を大きくすることも可能です。
サーチコイルとフラックスメーターを接続するケーブルの長さにもよりますが検出電圧の損出、ノイズ成分など考慮し、コイル巻き数は複数にするのが一般的です。サーチコイルからの出力が大きい方が 測定に有利になりますので特別な場合を除き"1回巻きの閉回路"よりも複数巻きのコイルを使用します。
多極着磁マグネットの場合、極数に対応したコイルと磁気回路を製作し、全ての極の総和を測定する事も可能です。下図御参照ください。
以下サーチコイルの形状の製作例になります。
測定におけるマグネットの移動速度、距離
フラックスメーターは直流増幅器とCR積分回路で構成されています。
磁束量測定の要素において、サーチコイルの形状の他に測定の対象となるマグネットを移動させる速度、距離があります。
マグネットを移動させる速度とはすなわちコイルに鎖交する磁束の時間変化率という事です。
フラックスメーターはこの磁束の時間変化率に対する起電力を時間積分し表示しますので、マグネットの移動速度の違いによって測定値が変わってしまう事はありません。
つまり手動でマグネットを移動させ測定する場合、マグネットを速く移動させた時、又は遅く移動させた時でも測定値は一定になります。
マグネットを移動させる距離はサーチコイルに影響する磁束の変化量と密接な関係にあります。
移動距離が少ない、つまり磁束の変化量が僅かな場合、当然測定値も小さくなります。エアーシリンダ又はモーター等を使用してマグネットの移動距離を一定に出来る場合、コイルに影響する磁束の変化量も一定ですので、測定値も一定になります。
しかし、手動でマグネットを移動させる場合は移動距離すなわち磁束の変化量を一定に出来ない可能性があります。前記の場合、完全にマグネットから発生する磁束線がコイルに影響しない位置まで移動することで測定値を一定にすることが出来ます。手動測定の場合、移動距離を十分にとって測定する必要があります。
生産ラインにおける全数検査について
マグネットの磁化状態の全数検査にはフラックスメーターによる測定が適しています。
センサーとなるサーチコイルを測定する磁石の形状、着磁極数に合致した仕様で製作する事により、容易にマグネットの磁化状態の確認が行えます。
作業現場での手動測定(抜き取り検査、受け入れ検査等)においても正確、スピーディに確認する事が可能です。又、サーチコイルを着磁ヨーク、着磁コイルに組み込むことによって、着磁後、ワークを搬出する際に自動計測することが可能になります。
吸着目的、モーター等の動力に使用するマグネットにつきましては前記いたしましたフラックスメーターを用いた評価方式を推奨いたします。しかしながら精密センサー等に使用するマグネットの評価には角度精度などが解析可能なマグネットアナライザーが適しています。

フラックスメータ(磁束計)MODEL TFM-2022
以上、一般的なフラックスメータ(磁束計)を使用した磁束量測定の原理ついて記載させていただきました。
弊社取り扱いのフラックスメータにつきましてはフラックスメータ MODEL TFM-2022 ご参照ください。
マグネットの形状、着磁仕様をご連絡いただければ最適なサーチコイルの製作も行います。
その他不明な点がございましたらお気軽にお問い合わせください。
磁気応用製品の製造
東洋磁気工業株式会社
関連リンク
多くのご質問を
頂いている項目
磁束密度の単位換算
磁気の単位換算、磁束密度、磁界強度の詳細についてご説明します。
鉄材の着磁について
はたして鉄材は磁石になるのでしょうか?詳細をご説明します。
物質の着磁(磁化)の
原理、
磁石の着磁方法
強磁性体の性質、最強磁石のネオジム磁石はなぜ強力なのか、詳細をご説明いたします。
ステンレス鋼の
消磁について
非磁性であるオーステナイト系ステンレス(SUS304等)が磁性をもってしまい、消磁を行いたいとお問い合わせをいただく事があります。 前記鋼材の消磁には熱処理が有効です。その他ステンレス鋼の磁性における特性などご説明いたします。
テレビの画像障害
について
テレビ、PCモニターの色ムラ、色ずれは磁気が影響しています。その原因、解消方法についての詳細をご説明いたします。
magnix
TOYOJIKI INDUSTRY CO.,LTD.
着磁、消磁等磁気応用製品の製造:東洋磁気工業株式会社>フラックスメーター(磁束計)を用いた磁束量測定について